
ઈન્જેક્શન મોલ્ડઔદ્યોગિક ઉત્પાદન માટે મુખ્ય પ્રક્રિયા સાધનો છે, પ્લાસ્ટિકના ભાગો બનાવવા માટે મોલ્ડનો ઉપયોગ, ઉત્પાદન કાર્યક્ષમતા પ્રદાન કરવા, ગુણવત્તાની ખાતરી કરવા માટે સરળ, ઓછા ઉત્પાદન ખર્ચ, ઈન્જેક્શન મોલ્ડનો ઔદ્યોગિક ઉત્પાદનમાં વ્યાપકપણે ઉપયોગ થાય છે.ઈન્જેક્શન મોલ્ડિંગની સૌથી મહત્વપૂર્ણ પ્રક્રિયા તરીકે, તેના મોલ્ડની ગુણવત્તા સીધી રીતે ઉત્પાદનોની ગુણવત્તાને અસર કરે છે, જ્યારે મોલ્ડની ઉત્પાદન કિંમત એન્ટરપ્રાઇઝના વિકાસ ખર્ચનો મોટો હિસ્સો ધરાવે છે.તેથી પ્લાસ્ટિક ઉત્પાદનોની કિંમત ઘટાડવા, એન્ટરપ્રાઇઝ ઉત્પાદકતા અને સ્પર્ધાત્મકતામાં સુધારો કરવા માટે ઇન્જેક્શન મોલ્ડની સર્વિસ લાઇફ/શૉટ લાઇફમાં સુધારો કરો અને તેની નોંધપાત્ર અસર થાય છે.
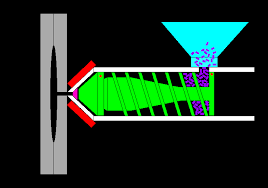
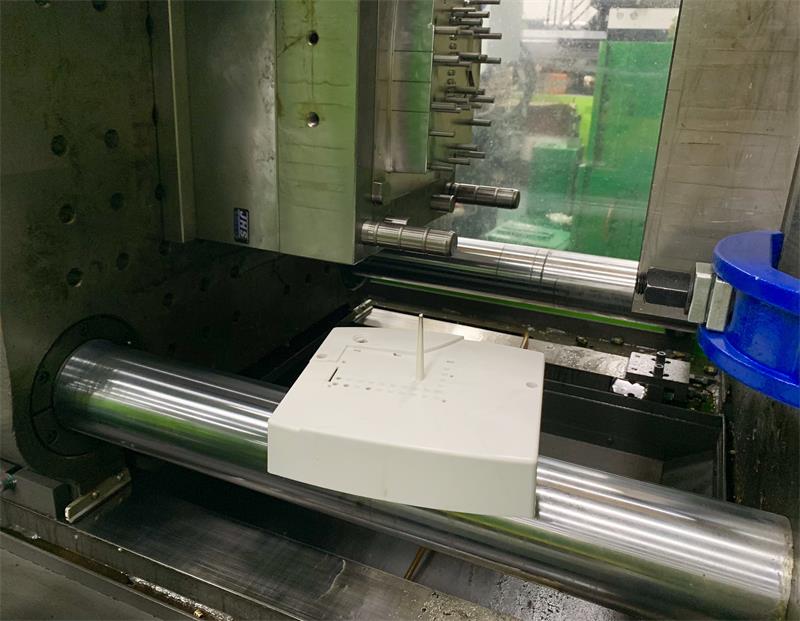
પ્લાસ્ટિક ઈન્જેક્શન મોલ્ડિંગ પ્રક્રિયા મુખ્યત્વે ઈન્જેક્શન મશીન બેરલમાં પ્લાસ્ટિકની કાચી સામગ્રીને ગરમ કરે છે, ઈન્જેક્શન મશીન સ્ક્રુ પ્રોપલ્શનમાં, પ્લાસ્ટિક ચોક્કસ તાપમાને પહોંચ્યા પછી, ઈન્જેક્શન મશીન નોઝલ દ્વારા મોલ્ડ કેવિટીમાં ચોક્કસ દબાણ અને ઝડપ સાથે, અને પછી દબાણ પછી મોલ્ડ, ઉત્પાદન ઠંડુ થાય છે અને ઘાટ ખોલો અને પ્લાસ્ટિકના ભાગો મેળવો.

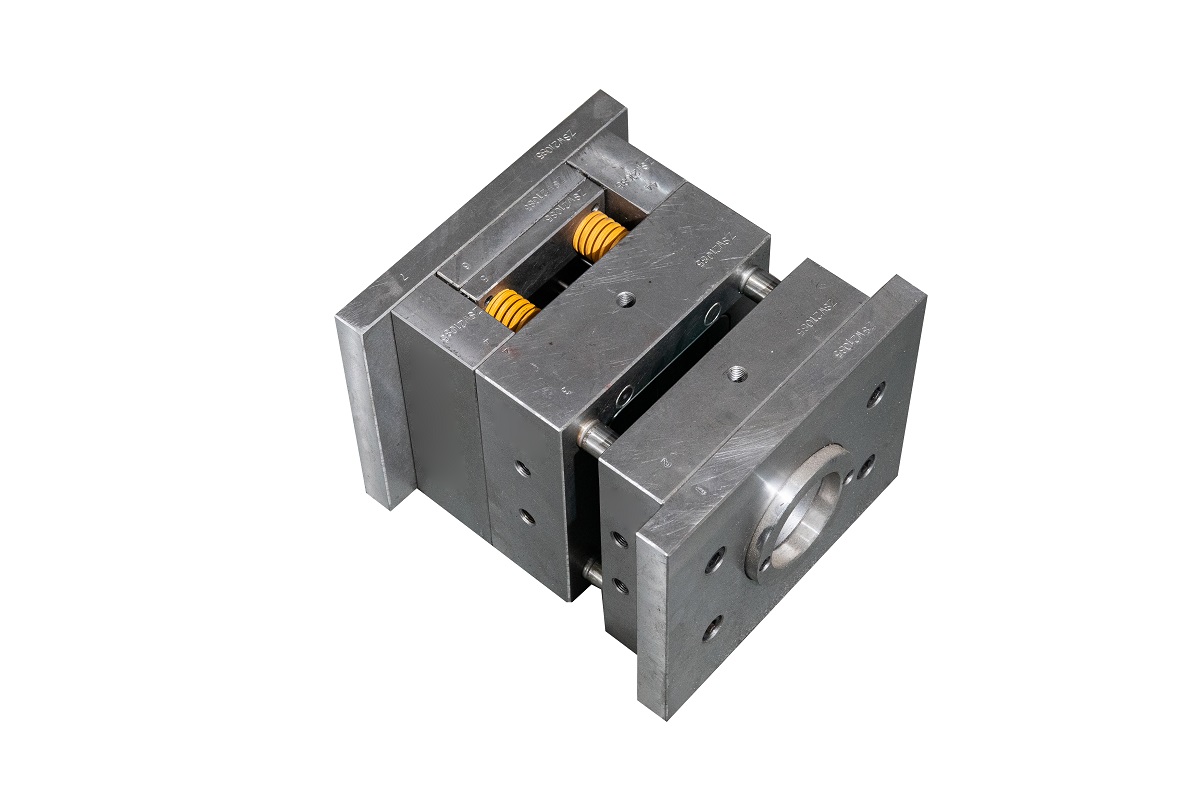
ઈન્જેક્શન મોલ્ડિંગ પ્રક્રિયા દરમિયાન, મોલ્ડ બંધ હોય ત્યારે મોલ્ડની સપાટીએ દબાણ સહન કરવું પડે છે, મોલ્ડના પોલાણમાં પ્લાસ્ટિક પીગળવાનું દબાણ અને મોલ્ડ ખોલવામાં આવે ત્યારે ખેંચવાનું બળ, જેમાંથી પ્લાસ્ટિકનું દબાણ પીગળે છે. પોલાણ પર સૌથી મહત્વપૂર્ણ છે.તે જ સમયે, મોલ્ડને ચોક્કસ તાપમાનની સ્થિતિમાં જાળવવું આવશ્યક છે, મોલ્ડના તાપમાને ચક્રીય ફેરફારો પ્રાપ્ત કરવાનો પ્રયાસ કરવો જોઈએ, ગ્રાહકની જરૂરિયાતો ઘાટનું તાપમાન ઊંચું હોવું જોઈએ, જે અસરકારક રીતે ટ્રેસના વિસર્જનને ઘટાડી શકે છે, અને પ્લાસ્ટિકના ભાગો મોલ્ડ તાપમાનથી દૂર રહે છે. ઓછી હોવી જોઈએ.નહિંતર ઉત્પાદન વિરૂપતા પ્રમાણમાં મોટી હશે.આવી કાર્યકારી પરિસ્થિતિઓમાં, ઘાટ વધુ પડતા વિરૂપતા અને ગરમ અને ઠંડા થાક ભંગાણ માટે સંવેદનશીલ હોય છે, મુખ્યત્વે તાપમાન અને દબાણની ક્રિયા હેઠળ.
મોલ્ડ કેવિટી ભરવાની પ્રક્રિયામાં પ્લાસ્ટિક, ઉચ્ચ તાપમાન અને ઉચ્ચ દબાણથી ઓગળવાથી મોલ્ડ બનાવવાના ભાગો, ફ્લો ઘર્ષણ, પ્રોડક્ટ ડિમોલ્ડિંગની પ્રક્રિયામાં, કેવિટી અને કોર અને કામની પ્રક્રિયામાં પ્લાસ્ટિકના ભાગો ઘર્ષણ ઉત્પન્ન કરવા માટે સરળ છે, પરિણામે મોલ્ડ વસ્ત્રોની ઘટનામાં.તે જ સમયે, મોલ્ડના વારંવાર ખોલવા અને બંધ થવાને કારણે, મોલ્ડ માર્ગદર્શિકા ભાગો અને મોલ્ડિંગ ભાગો ઘસારો અને ફાટી જવાની સંભાવના ધરાવે છે પરિણામે ઢીલું થઈ જાય છે.


મોલ્ડિંગની પ્રક્રિયામાં, કેટલાક પ્લાસ્ટિક ઊંચા તાપમાને અને કાટરોધક વાયુઓ ઉત્પન્ન કરવાના દબાણ હેઠળ વિઘટિત થાય છે, જે સરળતાથી કાટ લાગશે અને ઘાટની સપાટીને નુકસાન પહોંચાડશે, જેનાથી ઘાટની સપાટીને નુકસાન થશે.
જ્યારે ઈન્જેક્શન મોલ્ડનું ઉત્પાદન ચોક્કસ સંખ્યા સુધી પહોંચે છે, ત્યારે મોલ્ડના અતિશય વસ્ત્રોને લીધે ઉત્પાદનની સપાટીની ગુણવત્તા જરૂરિયાતો સુધી પહોંચી શકતી નથી, ઉત્પાદન ઓવરફ્લો અને ઉડતી ધાર ગંભીર છે, અને ઘાટની પોલાણ અને કોરનું સમારકામ કરી શકાતું નથી, ઘાટનું જીવન સમાપ્ત થાય છે.મોલ્ડ નિષ્ફળ જાય તે પહેલાં પૂર્ણ થયેલા પ્લાસ્ટિકના ભાગોની કુલ સંખ્યાને મોલ્ડના જીવન તરીકે પણ ઓળખવામાં આવે છે.
પોસ્ટ સમય: જુલાઈ-26-2022